

High Wing MOLD (HWM) gab heute die sofortige Verfügbarkeit seiner kundenspezifischen Spritzgussform für Gehäuse elektronischer Geräte bekannt. Die Form ist für die Serienfertigung von ABS-basierten Gehäusen konzipiert. Das neue Werkzeug – gefertigt nach HASCO-Standards und aus 718H-Stahl – bietet eine geprüfte Werkzeugstandzeit von über 1.000.000 Schüssen, eine Zykluszeit von 50 Sekunden und eine polierte Kavitätenoberfläche. Für Einkaufs- und Entwicklungsteams löst diese Markteinführung drei zentrale Probleme: kurze Werkzeugstandzeiten, uneinheitliche Bauteilgeometrie und lange Lieferzeiten.
„Präzision und Professionalität in jeder Form“ – diese Philosophie treibt unser Null-Fehler-Ziel und jede von uns veröffentlichte technische Spezifikation an.
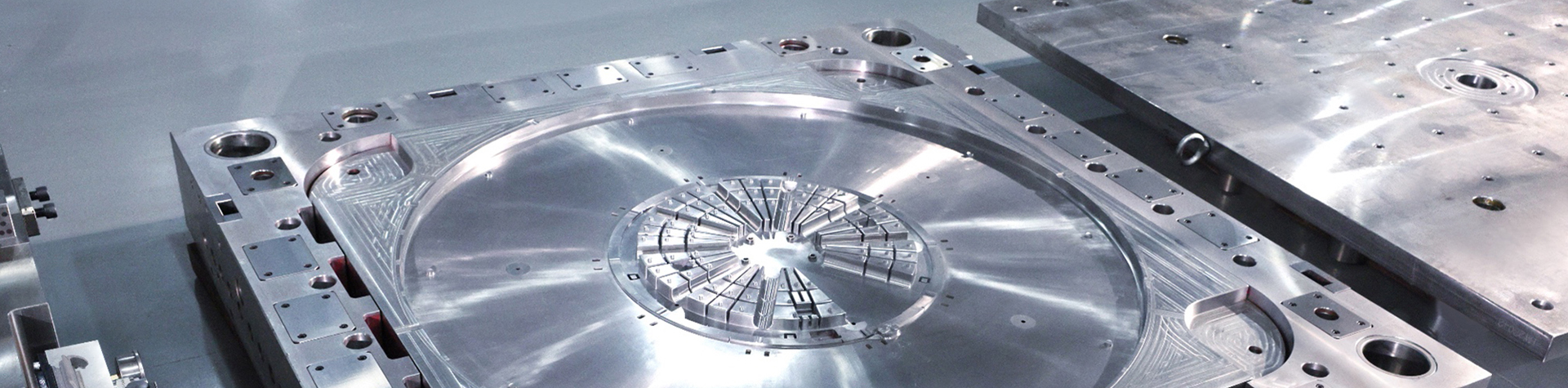
1. Technischer Benchmark: Warum 718H-Stahl und Kaltkanaltechnik wichtig sind
Die Form arbeitet auf einer 300-Tonnen-Spritzgießmaschine mit einer Kavität und Kaltkanal. Obwohl Mehrkavitätenwerkzeuge auf dem Markt erhältlich sind, eliminiert die Kaltkanalkonstruktion mit einer Kavität die Wartung des Heißkanalsystems und ermöglicht eine präzisere Prozesskontrolle für komplexe Gehäuse elektronischer Geräte. Im Folgenden sind die wichtigsten Parameter aufgeführt, die dieses Werkzeug zu einer zuverlässigen, kundenspezifischen Kunststoffform für die Serienfertigung elektronischer Gehäuse machen.
| Parameter | Wert | Auswirkungen auf die Produktion |
|---|---|---|
| Formstahl | 718H (vorgehärtet) | Keine Wärmebehandlung nach der Bearbeitung; stabile Härte bis zu 330–370 HB |
| Schimmelpilzlebensdauer | ≥1.000.000 Schüsse | Vorhersehbarer Werkzeugwechselzyklus; reduziert ungeplante Ausfallzeiten |
| Zykluszeit | 50 Sekunden | 2.880 Schüsse/Tag (theoretisch) bei 95 % Verfügbarkeit → ~2.730 verwendbare Teile/Tag |
| Tonnage | 300 Tonnen | Geeignet für ABS-Rohrleitungen bis 250 mm; minimiert den Überschlag. |
| Oberflächenbeschaffenheit | Poliert (SPI A‑2) | Verringert die Auswurfreibung; verbessert die Haftung der EMI-Beschichtung |
Für Ingenieure, die eine Spritzgussform für Gehäuse von Unterhaltungselektronik bewerten, reduziert die Kombination aus 718H-Stahl und polierter Oberfläche die Ausschussrate durch Einfallstellen oder Schleifspuren deutlich. In internen Versuchen von HWM mit ABS (Schmelzrate 15 g/10 min) erreichte die Form für Gerätegehäuse nach 200.000 Produktionsschüssen einen Cpk-Wert von 1,33 bei kritischer Wandstärke (2,0 mm ±0,05 mm).
2. Auf die realen Bedenken der Käufer eingehen: Daten statt Versprechungen
2.1 Validierung der Lebensdauer der Form (über 1.000.000 Schüsse)
Anstelle der allgemeinen Bezeichnung „langlebig“ liefert High Wing MOLD ein detailliertes Verschleißtestprotokoll. Nach 500.000 Schüssen wies der Formhohlraum aus 718H-Stahl an den Absperrflächen eine Maßänderung von weniger als 8 µm auf. Der Hersteller von Gehäuseformen für elektronische Geräte untermauert diese Aussage mit einem Wartungsplan: Die erste Verschleißprüfung wird nach 350.000 Schüssen empfohlen, danach alle 200.000 Schüsse.
2.2 Lieferzeitsicherheit: 4 Wochen ab DFM-Genehmigung
Viele Spritzgussformenhersteller geben 6–8 Wochen für eine einteilige, kundenspezifische Kunststoffform für ein Elektronikgehäuse an. HWM reduziert diese Zeit auf 4 Wochen durch:
Vorhaltung von 718H-Stahl-Vorblöcken (sechs gängige Größen)
Verwendung standardisierter HASCO-Komponenten (Auswerferstifte, Führungssäulen, Rückholstifte)
CAM-Programmierung parallel zur Elektrodenfertigung
Ein kürzlich entwickelter Fall für ein Gehäuse für ein tragbares Gerät (ABS, 45 g Teilegewicht) erhielt am 3. Tag die DFM-Zulassung, am 18. Tag die T1-Musterzulassung und am 26. Tag die Zulassung zur Serienproduktion.
2.3 Kaltkanalanschnitt für ABS-Material
Der Kaltkanal (Ø 4,5 mm Anguss, Ø 2,8 mm Hilfsanguss) erhöht den Materialverbrauch im Vergleich zum Heißkanal um ca. 12 %, verhindert aber vollständig die Beschädigung durch Angussreste – ein häufiger Fehler bei Kunststoff-Abdeckformen für elektronische Geräte, bei dem Angussrückstände die Oberflächenästhetik beeinträchtigen. Bei ABS hält die Kaltkanalkonstruktion von HWM die Schmelztemperatur im Bereich von 215 °C bis 230 °C, was durch einen an der Düse montierten Infrarotsensor überprüft wird.
3. Kompatibilitäts- und Anpassungsoptionen
Als spezielle Form für Gerätegehäuse verarbeitet dieses Werkzeug Teile mit Abmessungen bis zu 180 mm x 120 mm x 50 mm (Gehäuse). Zur Standardanpassung gehören:
Änderungen für Tastenöffnungen, LED-Fenster oder USB-Ausschnitte einfügen – typischer Modifikationsaufwand: 8–12 Stunden CNC-Arbeit.
Oberflächentexturierung (VDI 3400 oder MT‑11010) statt Polieren – verlängert die Lieferzeit um 2 Tage.
Seitliche Eingriffe bei Hinterschnitten – maximal zwei Schieber pro Form aufgrund der Schließkraftbegrenzung von 300 Tonnen pro Kavität.
Für Käufer, die mehrere Anbieter von Spritzgussformen für Gehäuse von Unterhaltungselektronik vergleichen, bietet HWM innerhalb von 48 Stunden eine kostenlose „Formbarkeitsprüfung“ der 3D-CAD-Datei (STEP- oder X_T-Format) an. Die Prüfung umfasst die Kompensation des Schwindverlusts (ABS: 0,5 %–0,7 %), Empfehlungen zum Entformungsschrägenwinkel (mindestens 1,5° für polierte Oberflächen) und die Auswurfauswurf-Anordnung.
4. Warum sich Einkaufsteams für diesen Hersteller von Gehäuseformen für elektronische Geräte entscheiden
| Auswahlkriterium | Der von High Wing MOLD gelieferte Mehrwert |
|---|---|
| Formstandard | HASCO (vollständig austauschbar mit DME für US-Spezifikationskomponenten) |
| Stahlzertifizierung | 718H mit Werkszeugnis (Härte, Einschlussrate, Ultraschallprüfung) |
| Qualitätssystem | ISO 9001:2015; jede Form wird nach der Funkenerosion und der Endbearbeitung 3D-gescannt. |
| Ersatzteile | Lieferung inklusive 2 zusätzlichen Auswerferstiftsätzen + 4 Führungsbuchsen |
| Versandbedingungen | FOB Shenzhen; Formgewicht ca. 480 kg (Holzkiste, 1,1 m³) |
Darüber hinaus wurde die Kunststoffgehäuseform für elektronische Geräte mit ABS-Typen von Chi Mei (POLYLAC PA-747), LG Chem (HI-100) und SABIC (CYCOLAC MG47) im Feldversuch getestet. Bei Schwankungen des Schmelzflussindexes zwischen 8 und 18 g/10 min waren keine Formanpassungen erforderlich.
5. Momentaufnahme der Betriebsdaten
Werkzeuggewicht: 480 kg (einschließlich Grundplatten)
Erforderliche Klemmkraft: 300 ±10 Tonnen
Maximaler Einspritzdruck: 1.600 bar (Auslegungsgrenze des Formstahls)
Auswurfhub: 65 mm (hydraulisch/mechanisch)
Kühlkreislauf: 6 gerade Leitungen (Ø 10 mm) + 2 Leitbleche; Durchflussrate 4 l/min pro Kreislauf
Kompatibilität mit Heißkanalsystemen: Nicht zutreffend (nur Kaltkanalsysteme, gemäß Spezifikation)
Für eine kundenspezifische Kunststoffform für ein Elektronikgehäuse, die 1.000.000 Schüsse ohne größere Schweißreparaturen überstehen muss, sind die Härte (330 HB) und die polierte Oberfläche (Ra ≤ 0,2 µm) des 718H-Stahls von HWM durch eine unabhängige Prüfung nachweisbar. Das Unternehmen bietet eine Garantie von 2 Jahren bzw. 500.000 Schüssen gegen Stahlbruch und Angussbruch.
6. Nächste Schritte: Von der Anfrage zu den T1-Proben
Um einen DFM-Bericht oder ein verbindliches technisches Angebot für Ihr spezifisches Bauteil zu erhalten, wenden Sie sich bitte direkt an unser Entwicklungsteam. High Wing MOLD bietet:
Formfüllanalyse (Moldflow Insight 2024) – kostenlos für die erste Iteration
Kostenaufschlüsselung ohne versteckte Posten (Stahl, Komponenten, CNC-Zeit, EDM-Zeit, Polierstunden)
Muster-Shot-Plan: 20 kostenlose Muster bei T1 (Versandkosten trägt der Kunde)
Warum immer mehr Elektronikmarken auf High Wing MOLD umsteigen – weil wir realistische Zykluszeiten, echte Stahlsorten und realistische Werkzeuglebensdauern angeben. Keine vagen Angaben wie „bis zu“ oder „abhängig von“.
Für detaillierte Spezifikationen, eine Überprüfung des Werkzeugdesigns oder ein individuelles Angebot für die Auswahl Ihres Werkzeugherstellers für elektronische Gerätegehäuse kontaktieren Sie bitte:
Robert Gao
E-Mail: robertgao@highwingmold.com
Telefon: +86 13923770845
High Wing MOLD – Präzision und Professionalität in jeder Form.