

Die Nachfrage nach hochreinen Flüssigkeiten in der Bioprozesstechnik stellt Komponentenhersteller vor neue Herausforderungen. High Wing MOLD präsentiert eine speziell für Einwegsysteme im Medizinbereich entwickelte Spritzgussform für Pulsationsdämpfer. Diese Komplettlösung erfüllt die zentrale Herausforderung, gleichmäßige, vollständig mit Kunststoff benetzte Oberflächen gemäß USP-Klasse VI herzustellen.
Technische Daten Fahrleistung
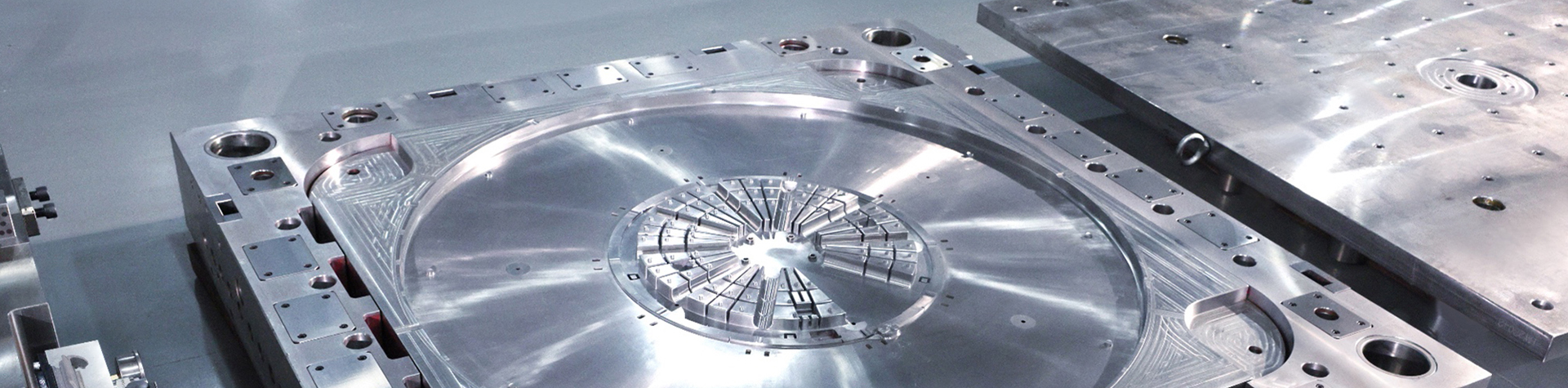
Die Spritzgussform für den Pulsationsdämpfer basiert auf dem HASCO-Standardrahmen und gewährleistet so weltweite Austauschbarkeit und schnelle Wartung. Kern und Kavität sind aus S136H-Formenstahl gefertigt, einem Material, das aufgrund seiner Korrosionsbeständigkeit und der Möglichkeit zur Erzielung einer polierten Oberfläche ausgewählt wurde, die für die Verarbeitung von medizinischem TPU geeignet ist. Die Spritzgussform arbeitet mit einer Kavität und einem Kaltkanalsystem – eine bewusste Konstruktionsentscheidung, die die Scherspannung im Material minimiert und die molekulare Integrität des thermoplastischen Polyurethans während des Spritzgießens erhält.
Für die Biowissenschaften validierte Produktionsparameter
Jede Spritzgussform für Pulsationsdämpfer wird einer Zykluszeitvalidierung unterzogen. Das aktuelle Werkzeug erreicht einen Zyklus von 30 Sekunden auf einer 150-Tonnen-Spritzgießmaschine und erzielt eine gleichbleibende Teileausbeute von 120 Einheiten pro Stunde. Als Hersteller von medizinischen Kunststoffformen mit dokumentierter Prozesskompetenz zertifiziert High Wing MOLD, dass jede Form für eine Lebensdauer von über 1.000.000 Schüssen ausgelegt ist. Dieser Wert wurde durch Finite-Elemente-Ermüdungsanalysen und reale Produktionsdaten aus früheren Projekten im Bereich medizinischer Werkzeuge verifiziert.
Die vierwöchige Vorlaufzeit für Neuanfertigungen wird durch die hauseigenen Abteilungen für Elektrodenbearbeitung und Drahterodieren gewährleistet, wodurch Abhängigkeiten von Drittanbietern vermieden werden, die bei einem Hersteller von medizinischen Kunststoffformen häufig zu Lieferverzögerungen führen.
Herstellung von chirurgischen Pulsationsdämpfern: Material- und Oberflächenkonformität
Bei der Herstellung von Pulsationsdämpfern für die Chirurgie hat die Oberflächenbeschaffenheit direkten Einfluss auf die Fluiddynamik und die Reinigungsfähigkeit. Die Formoberfläche ist hochglanzpoliert, was sich auf die Oberfläche des TPU-Teils überträgt und das Risiko der Proteinbindung in biotechnologischen Anwendungen reduziert. Dies ist eine unabdingbare Voraussetzung für die Herstellung von Pulsationsdämpfern für die Chirurgie, da Einwegkomponenten frei von extrahierbaren und auslaugbaren Stoffen sein müssen. Der vollständig aus Kunststoff gefertigte Strömungsweg macht elastomere Dichtungen überflüssig, eine häufige Fehlerquelle in hochreinen Fluidkreisläufen. Ingenieure, die an der Herstellung von Pulsationsdämpfern für die Chirurgie beteiligt sind, profitieren von den präzisen Absperrflächen der Form, die die Bildung von Graten verhindern, ohne auf enge Prozessfenster angewiesen zu sein.
Herstellung von medizinischen Spritzgussformen mit datengestützter Anpassung
Kunden mit spezifischen Anforderungen an Angussresttoleranzen oder spezielle Kühlkanalanordnungen erhalten während der Prüfphase umfassendes Feedback zur fertigungsgerechten Konstruktion. Dieser kollaborative Ansatz in der Herstellung von Spritzgussformen für die Medizintechnik hat die Anzahl der Musteriterationen in den bis 2024 dokumentierten Projekten um durchschnittlich 40 % reduziert. Das Werkzeugteam analysiert die Daten der Formfüllsimulation, einschließlich Füllzeit, Druckabfall und Schweißnahtpositionierung, bevor mit dem Stahlschnitt begonnen wird. Bei einer Spritzgussform für einen Pulsationsdämpfer bestätigt dieser Validierungsschritt, dass die Kaltkanalgeometrie eine gleichmäßige Füllung ohne Lufteinschlüsse im Membranbereich des Dämpfergehäuses gewährleistet.
Formenbau für Pulsationskontrollgeräte: Strukturelle Validierung
Die Präzision im Formenbau für Pulsationsdämpfungsgeräte korreliert direkt mit der Geräteperformance. Ein Dämpfergehäuse mit einer Maßabweichung von mehr als ±0,05 mm kann die Membrandichtfläche beeinträchtigen und die Druckdämpfungseigenschaften des montierten Geräts verändern. High Wing MOLD setzt die Prüfung mittels Koordinatenmessmaschine in drei Schritten ein: Elektrodenprüfung, Kerneinsatzmessung und Erstmustererstellung. Dieses dreistufige Qualitätsprotokoll im Formenbau für Pulsationsdämpfungsgeräte stellt sicher, dass alle funktionskritischen Maße vor Auslieferung des Werkzeugs den Spezifikationen entsprechen.
Zu den zusätzlichen technischen Merkmalen dieser Spritzgussform für Pulsationsdämpfer gehören Entlüftungskanäle an den letzten Füllstellen, eine geführte Auswerferführung mit Rückführstiften und Wasserleitungen, die eine Formoberflächentemperatur von 40 °C ± 2 °C während des Produktionsbetriebs gewährleisten. Diese Parameter sind im mit jedem Werkzeug gelieferten Formqualifizierungsbericht dokumentiert und bieten Endanwendern, die die Anforderungen der FDA 21 CFR Part 820 erfüllen müssen, lückenlose Rückverfolgbarkeit über den gesamten Lebenszyklus.
Das Werkzeug ist mit Standard-150-Tonnen-Pressen kompatibel und ermöglicht einen Holmabstand von 460 mm × 460 mm sowie eine maximale Werkzeughöhe von 450 mm. Dies vereinfacht die Integration in bestehende Produktionszellen. Für Hersteller von Medizinprodukten, die von klinischen Studien auf kommerzielle Stückzahlen skalieren, bietet diese Spritzgussform für Pulsationsdämpfer je nach Jahresvolumenprognose eine Übergangslösung oder eine vollständige Produktionslösung.
Kontaktieren Sie High Wing MOLD für eine Projektberatung.
Bei High Wing MOLD verfolgen wir die Philosophie, dass Präzision und Professionalität in jeder Form oberste Priorität haben. Wir setzen uns dafür ein, Null-Fehler in unseren Produkten zu erreichen, Probleme für unsere Kunden zu lösen und deren Wachstum und Expansion zu unterstützen.
Robert Gao
Mobiltelefon: +86 139 2377 0845
E-Mail: robertgao@highwingmold.com